
高效,具有成本效益且对环境友好,摩擦搅拌焊接(FSW)对许多应用都有用。顾名思义,此过程涉及使用摩擦来加热材料,然后将它们搅拌在一起。为了获得最佳的FSW性能,生成的热必须是恰到好处的温度:太高且材料融化,削弱了焊缝;太少了,过程效率低下。使用COMSOL®软件,您可以在FSW过程中评估和改善传热。
用摩擦搅拌焊接产生强焊缝
摩擦搅拌焊接是一种固态连接过程,其中旋转工具将材料焊接在一起。工具的下半部分(即销)进入关节,旋转的摩擦将材料加热到足以使其软化,但不能融化它们。然后,销将材料混合在一起,产生坚固的焊缝。当工具沿关节移动时,上部(即肩膀)沿顶部滑动,使焊缝平滑并形成几乎无缝的外观。

使用FSW焊接了Falcon 9的助推水箱。史蒂夫·朱维森(Steve Jurvetson)的图像。获得许可CC由2.0, 通过Flickr Creative Commons。
与传统的融合焊接技术相比,FSW具有许多优势。这些焊缝不仅更强,更光滑,更轻,而且具有更高的机械性能,例如较高的疲劳性和拉伸强度。FSW中缺乏熔化还意味着需要较少的材料,从而使技术更具成本效益,适合极薄的材料(例如厚度小于1毫米的材料)。更重要的是,此过程不会产生有毒的烟雾,因此对于工人和环境来说,这都更安全。FSW的其他好处包括其速度;能够轻松自动化的能力;缺乏消耗品(例如,填充线);以及连接不同材料(例如,与合金的塑料)或难以焊接的能力。
由于这些品质,FSW已被各个领域的制造商采用。在1991年获得专利仅五年后,该技术在造船行业商业使用,以制造渔船的冰柜面板。该过程已应用于其他运输应用中,例如超级上线,高速火车马车和航天器。以及台式计算机等电子设备。FSW甚至被用来密封核废料,创建烹饪设备和制造家具。
在应用程序中使用FSW之前,工程师必须评估工具的形状,大小和速度等方面的过程,以确保不会发生熔化。为此,他们可以模拟在FSW期间发生的传热传热模块,一种附加产品comsolMultiphysics®软件。
使用传热模块模拟FSW工艺
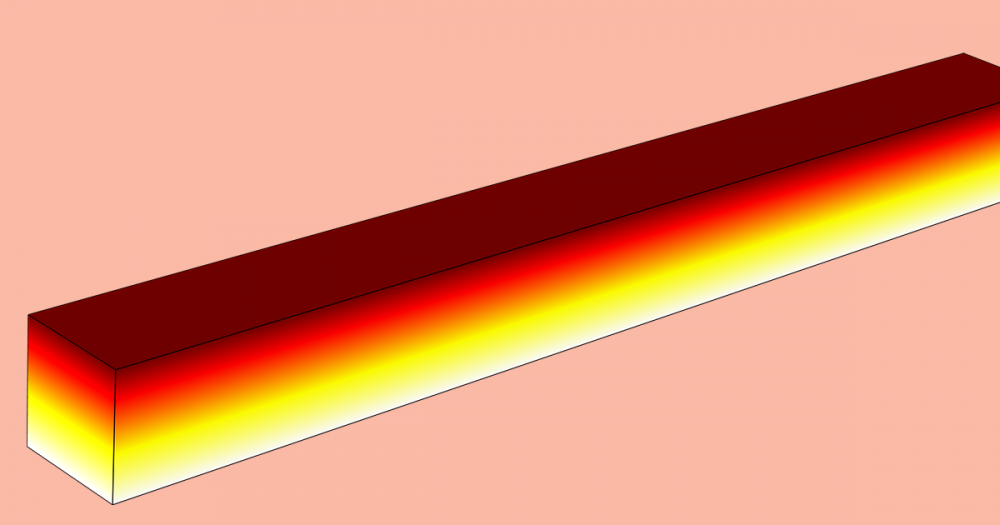
FSW模型几何形状由两个铝板和将它们焊接在一起的工具组成。得益于焊缝周围的对称性,并且由于旋转速度很高,因此仅模拟一个板是合理的。可以通过在板上添加对流的热通量项来捕获工具的翻译。这对应于使用与工具相同的速度转换的参考用途。使用此参考而不是移动的热源简化了模型,使其成为固定的对流传导问题,更容易解决。该工具的速度为1.59 mm/s,旋转为637 REV/m。


板(左)和焊接工具(右)的几何形状。
为了在FSW过程中评估板的温度,重要的是要准确说明该工具引起的所有三种形式的传热以及摩擦。在此示例中,您可以使用表面热源来表示销和板之间的摩擦。随着温度的升高,金属变得柔软。然后,工具(因此摩擦)诱导的剪切应力减少。温度对铝性能(因此其剪切应力)的影响可以通过基于实验数据的插值函数准确地描述。
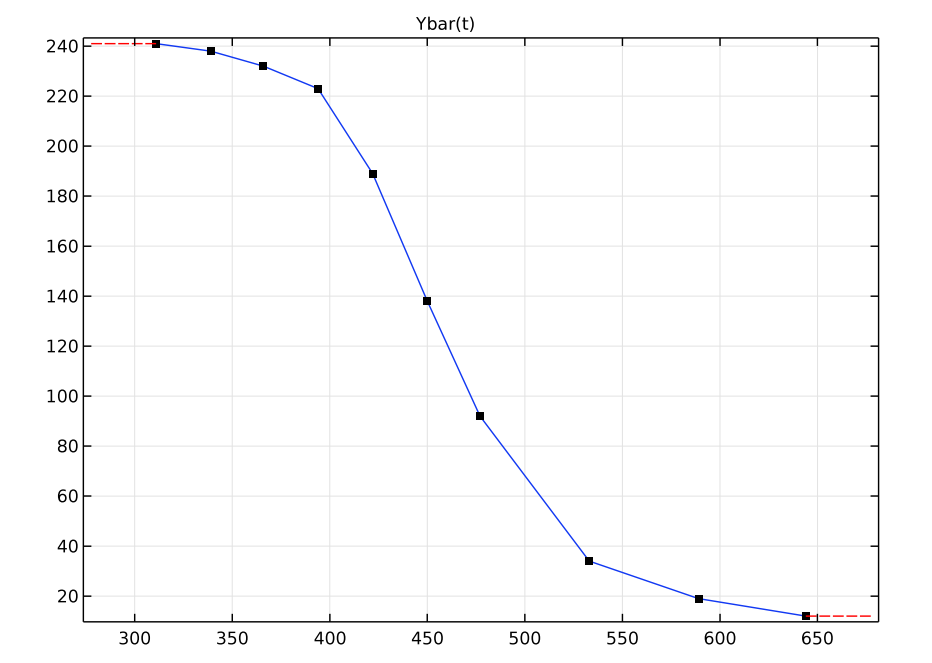
定义温度和剪切应力之间关系的插值函数。
至于自然对流和表面上的辐射,都将热量从板上带走。为了建模这些现象,您可以实施热通量表达式,并使用文献中的经验值来计算传热系数。
尽管这是一个相对简单的示例,但FSW是一个复杂的过程。在这里不考虑搅拌,因为这涉及复杂的物理耦合,例如相变和材料流,而我们只是对传热感兴趣。另外,一旦温度达到铝的熔点,热量的产生将设置为零,因为在此点之后,销和板之间的摩擦非常低。
检查结果
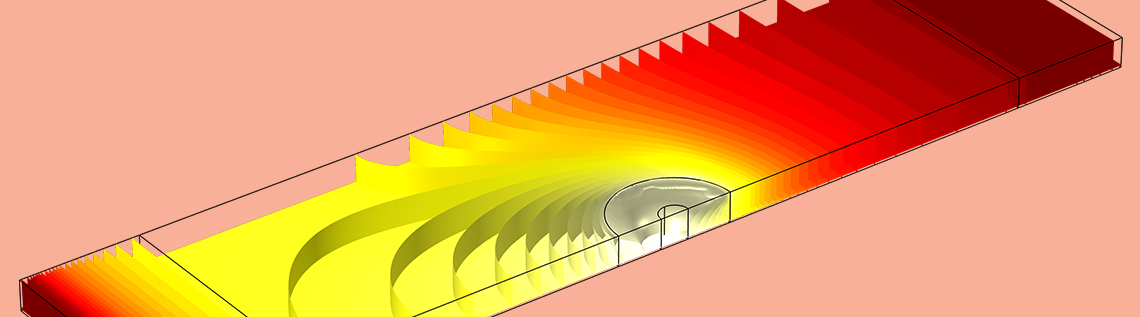
从旋转工具的角度显示了FSW模型中的温度分布。最高温度位于销钉和板触摸的点。然后,热材料在工具后面移动,而较冷的材料则从正面进入。结果表明,板上没有熔化,并显示对流和辐射的冷却效果,这会影响焊缝的质量。
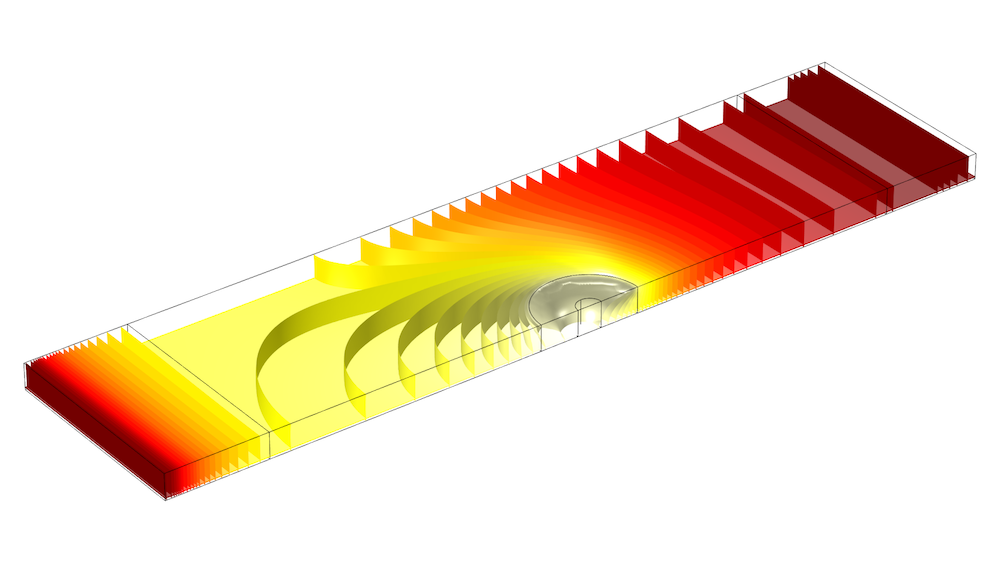
铝板中的温度分布。
使用这样的模型,您可以分析FSW工具的形状和速度如何影响板的温度。通过改善特定应用程序的这些方面,您可以提高整体FSW流程的效率。
下一步
想自己尝试这个例子吗?单击下面的按钮进入应用程序库,您可以在其中找到铝板教程的摩擦搅拌焊接的文档。您还可以为此模型下载MPH文件。
其他资源
- 观看此视频以查看如何改进使用仿真焊接应用程序
- 学习关于改进激光束焊接的研究在comsol乐动体育赛事播报博客上


评论(1)
中小企业线圈
2020年10月22日我已经阅读了您的文章。我发现它非常有用和有用。因此,感谢您分享这篇文章…