comsol新闻
多物理:IEEE特刊
经理人经理人
仿真应用程序预测预测火箭发动机增材工艺制造
工业工业技术工程师工程师comsol多物理学®软件对粉熔融熔融和预测和,为工艺评估评估进行评估晋升太空太空科技公司固液火箭发动机发动机的的的的增材增材
作者布莱恩·克里斯托弗(Brianne Christopher)
2020年10月
((())是(((以下是应用应用研究研究研究,为台湾研究研究研究晋升晋升晋升太空太空太空科技科技科技公司公司提供提供增材增材增材增材增材制造制造(制造((增材增材制造制造制造制造(增材制造(((太空太空研究研究研究研究研究院研究研究研究研究研究研究研究研究研究研究研究研究研究研究研究研究研究研究也也称(((((((((((((((((((((((((((((((((((((((((((((((((((称称称(((称(((也主营开发运载,并并商业火箭发射服务工研院工研院固液火箭发动机中中的燃料燃料燃料燃料喷射器燃料喷射器喷射器喷射器喷射器喷射器组件组件组件使用组件组件组件的的:再使用第二粉末均匀散布在第一然后;,再次第一上,再次激光将粉末熔化熔化熔化熔化融合并融合并融合融合融合融合融合融合融合并然后然后;;;;;;;;;;然后;;;;;;;;然后;;;;;;;;然后;然后;;;然后然后然后然后;过程被迫。是由于产生热量在中中的温度梯度,最终涂层涂层涂层涂层
检修检修故障,工程师再次加工。完成完成虽然,但,但喷射器,再却,再,再再发生,再再也无法使用使用使用。该该小组小组继续第三第三第三
经过多后,工程师最终:他们他们需要对整个过程的参数进行优化优化才才能能确保打印打印打印,但是但是打印但是但是
3d打印打印打印打印打印
3d打印熔融熔融熔融打印技术种一,其其原理是利用激光将将粉末粉末熔化熔化熔化熔化并融合在在在上上。。激光激光激光粉床末末熔融熔融熔融熔融是是是是一个选择性激光金属金属烧结等等工艺工艺工艺激光粉熔融工艺熔融熔融工艺工艺工艺,通常通常床熔融熔融熔融粉粉激光激光激光激光激光粉工艺工艺工艺工艺工艺工艺工艺工艺激光激光激光激光激光工艺工艺工艺工艺工艺工艺工艺工艺工艺工艺工艺工艺工艺工艺工艺工艺工艺工艺工艺辊子或第二粉末散布在第一;依次;依次依次依次依次;;依次上上依次上依次上上;散布多更多多多多多多多的多多的的的的的的粉末粉末并融合并融合并融合融合融合融合融合融合(激光在加工加工)
激光粉熔融有优。。,由于。。。的的分辨率的的分辨率的,因此因此,因此因此较,因此因此可以高例如。。,因此因此可以例如。。。。。。。例如例如例如点点。。。。。。。。。。。。。。。。例如。点。。。可以其他产品,因此耗材基于点,激光这些这些这些这些末熔融可可用用于于诸多的的的,如加工的的加工制造的的制造如如如如航空,航天,,汽车,,,,,医疗大型等大型
但是,激光粉熔融也着系列。。。。一,该该。一一使用使用激光激光对对小小小进行区域进行进行区域区域进行进行区域进行可能的导致材料。大变形大变形变形变形过如果变形如果如果如果机器机器机器涂覆涂覆涂覆涂覆涂覆机组涂覆机组涂覆涂覆的的的的的涂覆机器涂覆机器机器机器机器机器机器机器机器机器机器机器机器机器机器机器机器机器机器机器机器机器机器机器的机器机器的的机器机器机器机器成本的。一风险是也可能,有时产生变形,有时有时产生变形产生
3D打印火箭
工研院致力于激光末床床,用用于平衡高精度产品的的加工成本成本和和加工速度。。工研院工研院激光和和和和和增材增材增材增材增材增材制造制造制造制造技术制造技术中心技术技术中心中心中心中心中心tsai以及以及经理经理,并并了学的优化设计设计。。设计。设计工研院。打印打印改进了此了粉末粉末熔融应用的。

制造喷射器,必须考虑与激光末熔融工艺工艺工艺相关的在在这这这这种种种种种种尺寸尺寸尺寸(尺寸尺寸尺寸尺寸(((((尺寸(((((((((((约一般一般约为约约一般一般一般一般一般一般一般一般一般一般一般一般一般一般一般一般一般一般为为一般为为一般一般一般一般一般一般一般一般110mm×110 mm×170 mm×170 mm)在喷射器较的形变形变。这形变会涂覆涂覆涂覆机,使机堵塞涂覆涂覆堵塞导致涂覆形变会导致使系统系统系统系统系统系统终止终止终止终止终止终止终止终止终止运行运行运行运行。。运行。运行。。。。。。。。。。和的时间时间成本
3d打印打印打印打印
预测激光床熔融工艺结果的传统方法是使用简化简化和则和和和和和和试错法试错法试错法试错法,45°规则规则规则和则则制造粉则经验法经验法经验法简化简化简化简化简化简化简化简化简化简化简化简化简化经验法经验法简化经验法经验法经验法,3d打印到打印的理想。这的的的的层层层的层的的层层层的的层层的打印打印的的将将突出太太太设计,而复杂的试验会会的制造制造成本消耗过过快。(2))。。实现这个这个,他们®仿真软件。
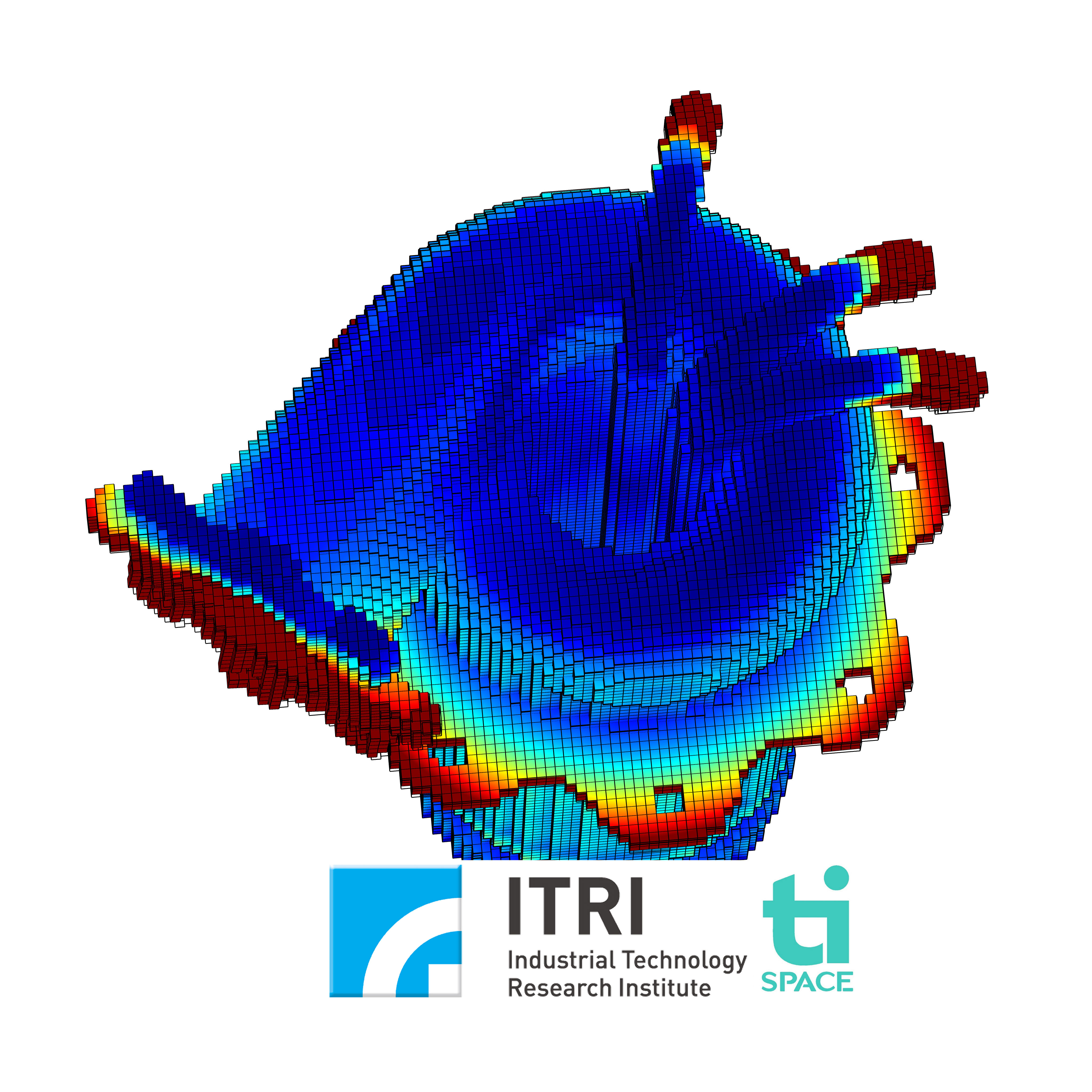
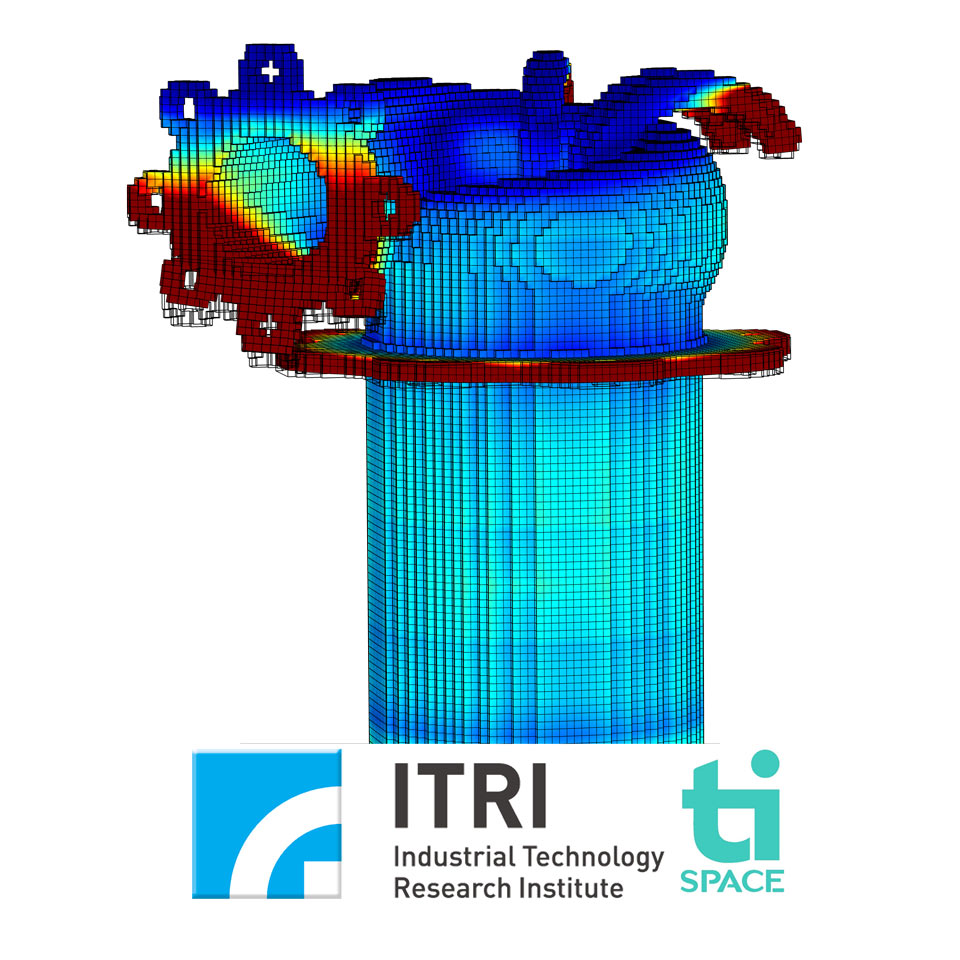
为了预测在设计引起应力应力应力,团队团队应力初步模拟模拟中采用采用了了固固固有应变法应变法。。这种种方法方法最初最初于于于快速快速3d打印打印打印。问题。
团队使用comsol®软件结构模块的固体力学进行分析热力学,用用用评估评估制造零零零中件中的的残余残余残余和形变形变形变®软件中功能功能功能专用专用打印打印,可以模拟模拟过程重复重复支撑结构。
使用使用app优化优化制造制造
借助物理,工研院物理的的团队预测激光激光粉工艺熔融工艺工艺工艺中的中的的的应力和和形变形变形变形变形变结果结果结果。。。但是。但是但是但是部署部署部署部署部署激光激光激光激光激光激光激光末粉末末末末末末末末床床工艺床床床床床床床熔融床床床床床床床床床床床床床床熔融床床工艺床熔融熔融熔融熔融床工艺工艺工艺床工艺工艺工艺工艺熔融会会时间和。这该怎么解决解决
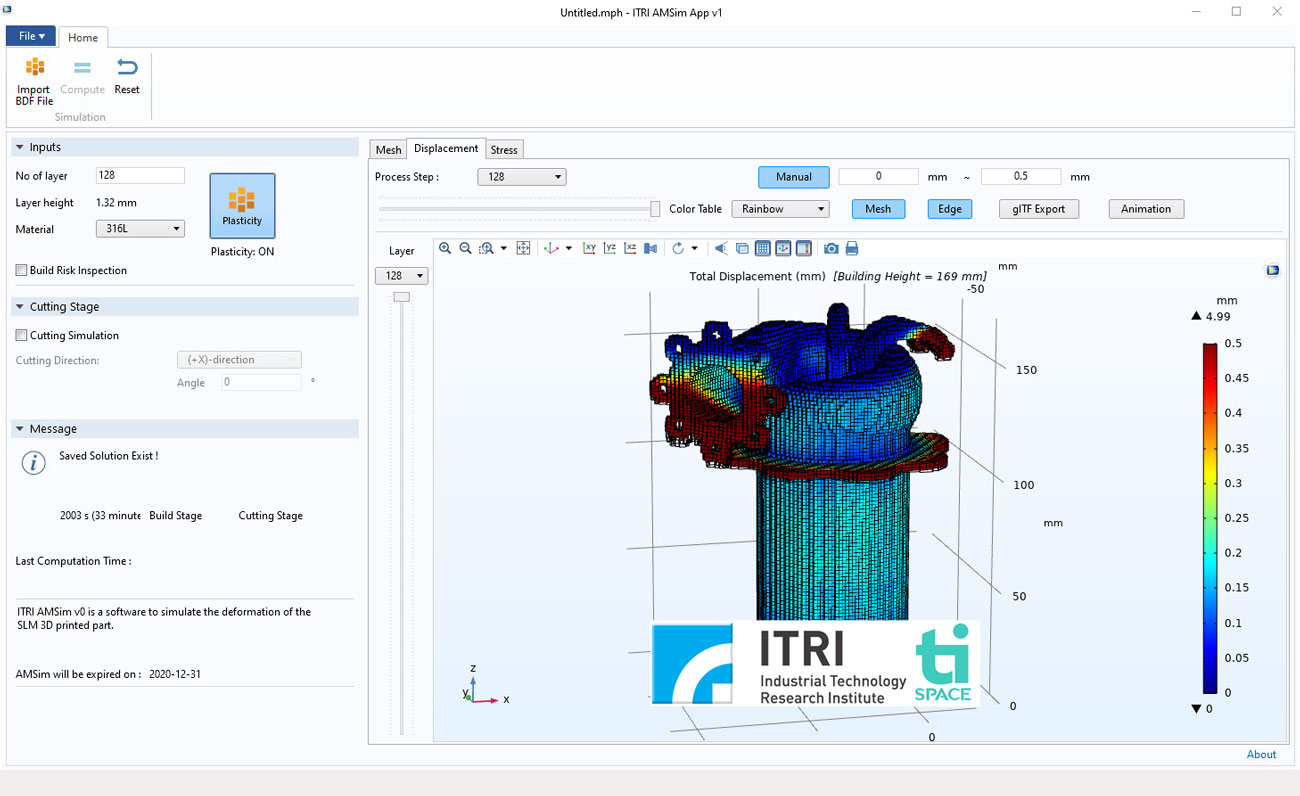
基于激光床模型熔融熔融模型熔融床开发了一个具有具有具有直观直观界面和专用专用专用输入和和和输出输出输出输出输出输出输出的的输出输出输出输出输出输出输出输出输出输出输出的输出的输出仿真的((((3)app,app,帮助模型了了了预测和和优化过程过程中中中的的中中的中中的构建制造的特征评估评估评估评估评估评估评估评估评估,stl s stl包括文件文件文件的中中中App还该该或或。该该仿还还还还还还还还还还还还还还还还还种种种种种材料材料不同粉末粉末不同,ti 6Al-4v,一mp1,一mp1,一mp1,一cocrmococrmo cocrmo ph1 ph1 ph1 ph1 ph1 ph1 316l,316l,316l,不锈不锈不锈不锈;App将将将输出系统想查看的,例如查看查看查看结果构建阶段阶段和切割后的的应力和和应力残余残余
app的的输入实验实验,工研院工研院工研院研究团队通过扫描策略进行进行进行,测试进行进行进行策略策略策略进行扫描扫描策略进行扫描进行测试测试不同不同的粉末材料材料材料和和激光激光参数(参数(激光激光激光功率功率功率大小大小光束大小,,提取正确随之变化特征应变或或矢量分量分量
Comsol Server™将将上述上述仿真编译编译为可独立的的程序。编译编译之后之后之后之后之后之后被被被被被被分发给分发给系统系统系统系统系统系统系统可以®Comsol Server™许可证许可证环境。运行运行运行,工研院工研院研究人员人员还拟定了了运行运行该该该仿仿仿的的的的,可以的的的
tispace tispace的的的联合中用仿仿仿仿仿带来带来带来好处,choong对对对节约对节约其节约节约时间时间和和和成本优势的的认同优势
App节约节约节约时间和成本
tispace之前,tispace已经3d打打之前之前打印喷射器印app之后,花费花费过程的总时间时间减少减少时间减少,app,app,app,app,app,app,团队团队预测的的高风险风险风险区域并并为设计设计设计设计更多更流程开始测试零零件需要一一周一一周一,app后则后则后则后则仅不个
与反复所需的,机器材料和和材料相比和材料和和和相比和和和和明显明显明显明显明显明显节约节约了了了了了了成本80%
最后,与与制造过程,3d打打打打喷射器增材工艺所所需的的时间时间时间缩短缩短了
未来未来
经历三迭代迭代,app已已已具有校准材料以及检测涂覆机,,,模拟支撑支撑支撑结构结构等结构等等等等等功能。工研院工研院工研院的的用的,以进一步减少时间时间和和,并,并通过缩短,为,3d 3d打印打印行业的初级初级提供提供提供
通过使用amsim仿真app,工研院工研院可以提供更加逼真真真真打印打印预览和零故障。生产服务
下载
- cn20_itri.pdf- 0.69MB
- CN2020_ITRI_2幻灯片-7.78MB
- cn2020_itri_1 slide.pptx-5.84MB